Schrittweise wird in einer rotierenden Matrize das Rohr von außen nach innen aufgebaut. Nachdem das gesamte Material in die Matrize eingebracht wurde, wird die Geschwindigkeit erhöht und so das Material mit Zentrifugalkräften von bis zu 75 g gegen die Matrizenwand gepresst, entgast, verdichtet und ausgehärtet. Durch diesen Schleuderprozess wird das Rohr kreisrund, hat keinerlei Lufteinschlüsse und eine über die gesamte Rohrlänge hinweg gleichmäßige Wanddicke. Während der Aushärtungsphase dreht sich die Form weiter, um ein absolut kreisrundes Endprodukt (innen und außen) sicherzustellen. Die finale Wandstärke ist über die gesamte Länge des Rohres gleichmäßig und weist sowohl einen exakten Außendurchmesser als auch eine hohe Längsdruckfestigkeit auf, was u.a. für das Verlegeverfahren Vortrieb besonders wichtig ist. Am Ende des Produktionsprozesses wird das Rohr aus der Matrize herausgezogen und die Rohrenden zugeschnitten und abgefast. Abschließend wird an einem Rohrende eine Kupplung (Muffe) montiert.
Dank der dreidimensionalen chemischen Verbindung des Harzes kann gewährleistet werden, dass das Rohr als Duroplast seine Stabilität auch in sehr warmen Umgebungen behält. Zusätzlich bietet die Verbundwerkstofftechnologie den Vorteil, dass die Festigkeitseigenschaften der Produkte für die jeweiligen Belastungsrichtungen maßgeschneidert ausgelegt werden können. Zudem reagieren GFK-Rohre auf unvorhergesehene Überbelastungen durch Verformung, wobei die Rohrleitung aber weiterhin zuverlässig intakt bleibt.
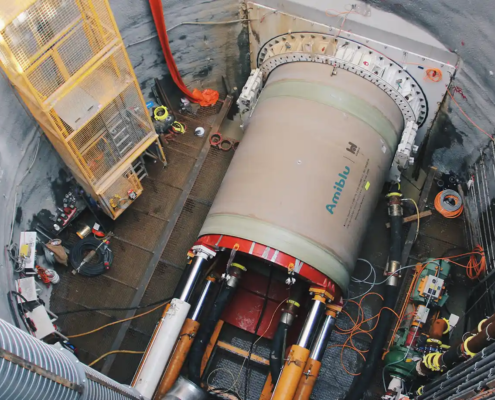 https://www.amiblu.com/wp-content/uploads/Amiblu-Pipe-Jacking-North-Yarra-Main-Sewer-Melbourne-AUS.webp 917 1920 Sabrina Waldner /wp-content/uploads/logo-amiblu-white.png Sabrina Waldner2025-07-22 13:25:202025-07-24 08:52:35Amiblu GRP Secures Historic Sewer Beneath Melbourne
https://www.amiblu.com/wp-content/uploads/Amiblu-Pipe-Jacking-North-Yarra-Main-Sewer-Melbourne-AUS.webp 917 1920 Sabrina Waldner /wp-content/uploads/logo-amiblu-white.png Sabrina Waldner2025-07-22 13:25:202025-07-24 08:52:35Amiblu GRP Secures Historic Sewer Beneath Melbourne
